



�aƷ��B
ʹ���f��
���g����
|
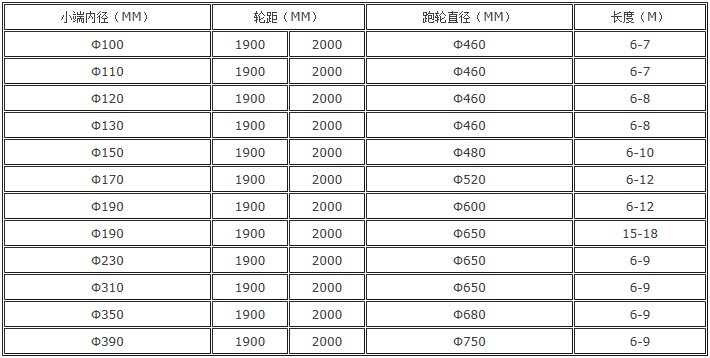
늗U�ģ�����T���Y�������Cе�ӹ����ɡ��ģ���������w�ͷֶɷN�����w������ģ���Ժ͏��Ⱦ��^�ã����������y���賬�L܇������˾12m�����ģ�����w���죩���\ݔҲ�����㡣��������Ҫ��B�ֶ��B���ģ��
늗U�ģ��ģ����r��Ͳ�w��һ�����δ=10mm��䓰壬������늗U���Ҙ˜���Ҏ���F��늗U���F�Ȟ�1��75����ˌ����Ϻ��Ͳ�w�呪�ڌ��õ�1��75���F�Ή�ģ���䉺�γɡ����ڼ���C�Č������ޣ������䉺��ģ�ߵ��L���ܟᡢ��ӹ��O������ƣ���һ�㹤�S���OӋ�r�����Ĺܱڰ���L���OӋ��2m����һ���ʣ���Ȼ�����M�зֶΌ��ӡ����������ܵ��C�ӹ��O��ļӹ����������Ƽ��\ݔ܇�v����·�����ơ�������OӋ�rһ����4M�L���ޣ����e�IJ��ó���5M�����˱��C늗U�ģ������늗U�r����Ҫ����ƽ�����\�D���ֲ���׃�Σ������Ͳ�w����Ҫ������݆֧�а弰�r�壻�ɰ�۵ĺϲ�̎�T�Ӽӏ��壬���ӷֶ�̎���B�ӷ��m�������ֻ��10MM��Ͳ�w�壬�ڸ����\�D�r�ɿ��Բ��ܱ��C��������Ͳ�w����Ŀv���M��Ą��ȡ�һ�����������Ͳ�w��������Ӻ�֧��Ͳ�w��Ŀv�M���߰壬�ڶ��^�����c�v���塢Ͳ�w�����B�ӵĶ˰巨�m���ڼӏ����Ϻ�����˨�������Q���ʣ��������ϭh����ᔡ��|Ȧ����ĸ���Nᔡ��@�Ӿͻ����ϽM�����ģ���ӽY����ë�����ˡ��ɴ��ģ�Ą��Դ����ߣ������ܝM����Ʒ��Ҫ�� �ɂ���ģ��κϔn�����w�أ������ɰ�JC/T364-2001�˜�Ҏ�����ڰ�ģ�ķ�ģ��̎��Ͳ�w�����T�Ӄɗl��Ͳ�w���ļӏ��塣һ�Ǟ���������ˮƽ�˵Ą��ȣ����Ǟ����ڼӏ������ٳ�����龲ہ����Ա��ܺ�ƴ����ģ�����ڰ��۵ײ��|�������^ܛ֮��ڸ����x���^�������ܷ����ã����Է�ֹˮ���{���x�����������IJۿ�̎˦��ģ�w�����©�{�F�ӏ����c�ܱڰ����T�ӵģ�ͬ�r�ڼӏ�����߀�ɺ��ϳɌ�����˨����������c��ģ�ĵ��h��ɺ����ڼӏ����ϡ� 늗U�ģ�����\ݔ����ˇ��ԭ���ڏS�ҷֶ����죬��늗U�S�M�b���M�bǰ횙z����b�Ƿ���ã��������Пo��ë�p�������Б������������B�ӷ��m�������݆�ܵ��ǽ��^���ܼӹ��ģ�����B�Ӿ��ȕ�ֱ��Ӱ��ģȫ�L�ď����Ⱥ��\�D��ƽ���ԣ�����݆�ܵ������|������Ҳ�������\�D�r���ӣ��������Ђ��ۣ�횾����ޏͣ���ë�̕rֻ���S��ɰƤ��ĥ���������܇�ͻ�����ֿ����S�������Sƽ���Sƽ���������S����ͻ����e�� |
���T�YӍ / NEWS
- 06-15�� ˮ���ƹ��O�䰲ȫ������ˇ��
- 03-19�� ˮ���ģ�ߑ��b���ķN�B����
- 10-20�� ij�S��ˮ���ģ�ߵ��|�����}
- 06-01�� ˮ���ƹܙC���a�A�����ܵ�һ
- 03-14�� ˮ���ģ����݆ʧ�A���}����
- 08-19�� �n����ɽٝ�ȁ���˾������
���P�aƷ
�͑�����
 �����ģ��
�����ģ�� ��ľ��ģ��/�䘶ģ��
��ľ��ģ��/�䘶ģ�� ���ķ��Uģ��|���ΗUģ��
���ķ��Uģ��|���ΗUģ�� �F·���|�W֧��ģ��|���|�W֧��ģ
�F·���|�W֧��ģ��|���|�W֧��ģ �R��ɽ��̩�ܘ��x�ęC�����Ŀ
�R��ɽ��̩�ܘ��x�ęC�����Ŀ ����͢����늗U���a�O��
����͢����늗U���a�O�� �K��������늗U���a���Ŀ
�K��������늗U���a���Ŀ �R����������늗U���a��
�R����������늗U���a��