




�aƷ��B
ʹ���f��
���g����
|
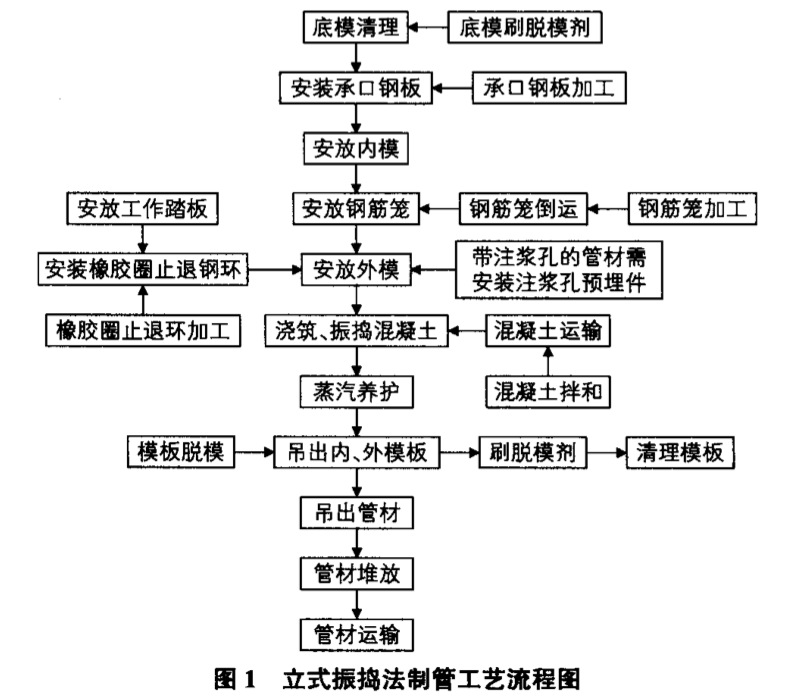
��ʽ���ģ�����ɿɲ��b�����ģ�c������������䓃�ģ�M�ɡ���ģ�Ƀ�Ƭ��s��5mm���ҵ�䓰��A�ܣ�ֱ��20m�r����Ƭ��ƴ�ƣ���AͲ�Î�Ш���N˨�B�ӣ���ģ��һ���AͲ���¿�ֱ���^�Ͽ�ֱ����С���Ա�ȡ����ģ��
��ʽ��v��ˇͶ�Y�١������`���һ�N���ε����a��ˇ����v�r��v����ʹ���w���������ܶ������Һ�����v�r��v������������h��䓽�Ǽܼ��A��׃�Ρ�λ�ƻ��ܓp���_���˹ܲ�����M�^���е����W���ԡ���ʽ��v��ˇ�ڻ������_��һ�����Ⱥ�����M��Óģ��Óģ�r�����ڹ��w�ȡ���ڮa���ֲ����ۣ��Ķ���������M�r��ĥ��������������M�r���y�Ⱥ��L�U�� ��ʽ���ģ�߷֞��ģ����ģ����ģ�����֡���ģ���ÈA�ɰ�ģ�Y������ģ���ÿ��Ԅ�׃���ĈAģ����ģ�����w�A�Ƶ��T䓼��� ��ģ�ַQ���У������w�A�ƺõ��T䓼�����ģ����ģ�����ڵ�ģ�ϼ���ʹ�á� ��ģҲ�ɷQ��оģ���ǿ��Ԅ�׃���ĈAģ����ģ�������B��ֱ��С�ڹ܃ȏ����������ɘ����ڃ�ģ���ߺ̓Ȳ�����ϵ�y���������£�Ш��ģ���Ԅ����죬��ģֱ�����ԄӔU�����ܹ��ȏ��ߴ磬�����ģ�����Ԅ�׃���t��Ҫ�����ք�׃���� ��ģ��ɉK��A�ε�ģ�壬�ɉKģ����ÿۼ����B��ģ��ƴ�b��������ܷ��㡣��ģ�A�ɰ�ģ�߱��ڲ��b�������Ȳ��ױ��C����η���ʹ������׃�Σ��趨�ڌ���ģ�M�Йz�y���������Ͼ���Ҫ�����ģ�M���ޏͣ����C�ܲĵľ���Ҫ�� 1. ��ʽ��v�ģ������ȣ�������ģ�ߵ��\����v������������׃�Σ������C���a�Ĺܹ��ߴ������S�`����ȣ� 2. ��ʽ��v�ģ���o���B�ӣ��Թ̶�ƽ혣��ӿp̎�o©�{�a���� 3. ��ʽ���ģ���丽�������������Ԫ��صĘ�ӛ�� 4. ��ʽ���ģ��ÿ��ʹ�ú��M�Џص��������������Ě�����ȫ���P�������É��s�՚�_���������������Ó��c�������н��|���ģ���棬�����ģ�����ܓp�������������a��B�£�����ģ�߾��Ȱ����a200�������ڙz�顣 5. ���x�Ã��|Óģ������_���ܹ������^�|�����_�����a�S������ȵp�ٹܹ������Ě��ݣ��ڹܹ����a���x�Ã��|Óģ���DZ�Ҫ�Ĵ�ʩ֮һ�� |
ˮ���ģ��
���T�YӍ / NEWS
- 02-14�� ˮ���䓽�Ǽ�������ˇ���I
- 12-16�� �A�������������|�W֧���ѿp
- 06-14�� �\�hоģ����ƹܙC�ĮaƷ�|
- 03-09�� ��ʽ���ˮ���ƹ�ģ�ߵĻ���
- 02-05�� ���aˮ�����Ҫ��Щ�O��?
- 12-24�� ˮ����O��ļ��g�S�o�c����
���P�aƷ
�͑�����
 PG1500-2000GPˮ���ģ��
PG1500-2000GPˮ���ģ�� ����ģ��|�亭�ģ
����ģ��|�亭�ģ ˮ���z�龮ģ��|���Ιz�龮ģ��
ˮ���z�龮ģ��|���Ιz�龮ģ�� 1200��4000ˮ���ģ��
1200��4000ˮ���ģ�� �R��ɽ��̩�ܘ��x�ęC�����Ŀ
�R��ɽ��̩�ܘ��x�ęC�����Ŀ ����͢����늗U���a�O��
����͢����늗U���a�O�� �K��������늗U���a���Ŀ
�K��������늗U���a���Ŀ �R����������늗U���a��
�R����������늗U���a��